BC6085牛头刨床是机械牛头刨床中比较大型的刨床,它刨削长度达到850mm,刀架行程达到160mm,工作台的面积也更大。适合刨削大的工件的平面和成型面,对狭长平面加工有较高的效率,适用单件和批生产。刨床刚性好,工作精度稳定。该刨床造型美观,大方,和谐宜人 ,手柄集中,操作方便。
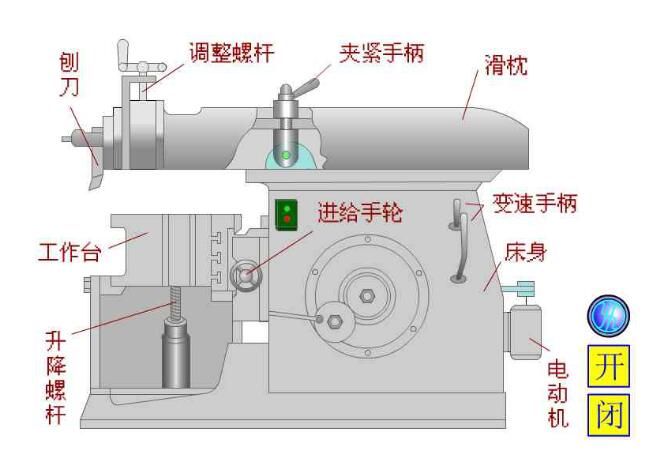
电动机通过变速箱、摇杆机构传动滑枕、滑枕往复于床身顶面导轨内,有六级变速。导轨间隙可以借镶条调整。滑枕前端为刀架及转盘,刀架可以沿着刀架滑板进给。刨削斜面时,转盘按需要回转一定角度。
横梁沿床身前导轨可作手动或机动的垂直进给,工作台装在横梁上,沿横梁导轨可作手动或机动的水平进给。机动进给时,各有12种进给量。横梁及工作台的导轨间隙,均可借镶条调整,工作台前端由前支撑导轨支撑。用以增加工作时的稳定性。
BC6085机械牛头刨床在使用的过程中需要进行调整,刨床调整包括刨床速度调整、刨床进给方向及进给量的调整、工作台位置调整、刀架位置调整、滑枕导轨间隙调整、刀架滑板导轨间隙调整、 横梁垂直导轨间隙调整、工作台导轨间隙调整。
一、刨床速度的调整:
刨床切削速度由滑枕每分钟的往复次数及滑枕的行程决定。
滑枕在每分钟由不同的往返次数及若干种行程 时所具有的平均切削速度了,在刨床说明书里都有体现,详细可参考刨床说明书。
1、滑枕行程的调整:
滑枕行程根据刨削面的长度确定。工件的刨削面长度 加刀具在刨削面两端的越程,就是滑枕的行程。
2、滑枕每分钟往复次数的调整:
滑枕每分钟往复次数由变速手柄的位置确定。当按照报销长度选定了滑枕行程后,就可以根据所选择的切削速度来确定滑枕每分钟的往复次数。
变动变速手柄位置时,必须使其定位正确可靠,并不得在刨床运转中进行变速,以免损坏齿轮。
二、刨床台进给方向及进给量的调整:
工作台的水平或垂直进给方向,由工作台进给方向选择手柄的位置确定。将手柄拨在控制板的不同位置,工作台的进给方向即是手柄位置处箭头所示方向,手柄在空档,即中央位置时,工作台停止进给。注意:如刨床运动中变换工作台进给方向,必须先使工作台停稳后再换向,以免损伤机件。
三、工作台位置的调整:
工作台水平及垂直位置分别由工作台水平位置调整轴端14及垂直位置调整轴端15调整。
调整工作台位置时,应先将工作台手柄16放在空档位置上,然后再用摇把转动调整轴端。
当工作台作垂直位置调整时,必须先松开横梁夹紧手柄12及工作台前支撑导轨夹紧手柄13。
转动调整轴端,工作台的位置调整量为:水平调整轴端:回转一周,工作台水平移动6mm,刻度盘转动一格:工作台水平移动0.05mm。
垂直调整轴端回转一周,工作台水平移动2.4mm,刻度盘转动一格自,工作台垂直移动0.02mm。
四、刀架位置调整:
刀架位置由刀架手柄10调整,手柄回转一周,刀架滑板移动4mm,转动其刻度盘一格,刀架移动0.1mm。
刨削斜面时,刀架可以按需要回转角度,此时先松开刀架转盘的两只夹紧 螺母。将刀架转到所需角度后,再重新夹紧。
五、滑枕导轨间隙调整:
滑枕导轨间隙借导轨活动镶条调整,松开镶条固定螺钉及调整螺钉背冒调整镶条至导轨间隙合适后,再重新拧紧。
滑枕导轨间隙应不大于0.04mm,而又保证滑枕运动轻快。
六、刀架滑板导轨间隙调整:
刀架滑板斜铁上下端各有一个夹紧螺钉,调整间隙时,松开夹紧螺钉,调整斜铁至间隙合适后,再重新拧紧。
七、 横梁垂直导轨间隙调整:
松开镶条固定螺钉及调整螺钉背冒,调整镶条至导轨间隙合适后,再重新拧紧。横梁垂直导轨间隙不大于0.04mm,而又保证横梁运动轻快。
八、工作台导轨间隙调整:
调整工作台上导轨间隙应卸下压板,精加工其固定接触面至尺寸合适后,再重新装。工作台下导轨镶条位置由螺钉及固定螺钉确定。调整间隙时,松开固定螺钉,调镶条至间隙合适后,再重新拧紧。
调整工作台前支撑导轨间隙应卸下导轨盖板,精加工其固定接触面尺寸至合适后,再重新装上。