| 型号 |
BY6090液压牛头刨床 |
| 最大刨削长度 (mm) |
900 |
| 工作台最大横向移动距离(mm) |
600 |
| 滑枕底面至工作台最大距离 (mm) |
450 |
| 工作台最大垂直移动距离(mm) |
400 |
| 工作台工作面尺寸(长×宽)(mm) |
900×400 |
| 刀架最大行程(mm) |
150 |
| 刀架最大回转角度(°) |
±60° |
| 刀杆最大尺寸(宽×厚)(mm) |
22×30 |
| 滑枕每分钟往复行程工作台横向进给量范围 (mm) |
0.25-1.8 |
| 工作台横向进给量 |
无级Stepless |
| 最大工作力(约)(kg) |
1500 |
| 工作台最大载重量(kg) |
200 |
| 工作台快速移动速度 |
水平移动 |
1.57 |
| 垂直移动 |
0.35 |
| 工作台中央T型槽尺寸(mm) |
18 |
| 主电机功率(kw) |
4 |
| 快速电机功率(kw) |
0.75 |
| 净重/毛重(kg) |
2700/2850 |
| 外形尺寸(长×宽×高)(mm) |
2670×1350×1600 |
BY6090液压牛头刨床主要结构和性能
1、床身和底座
床身为箱形壳体,固定在底座上,经密封处理,使二者连通,油池容积扩大。刨床的其他部件均安装在床身上。
2、刀架和滑枕
刀架为安装刀具、并具有液压自动抬刀和手动进给的机构。利用液压传动源,以实现其刀杆之自动抬起与复位运动。刀夹抬刀量≥1mm。
刀架右侧的握手,为自动抬刀离合杆开关,推合可实现自动抬刀,拉出则停止自动抬刀。
离合杆开关下方为放油孔,在连续工作四小时后,应旋开油塞放油一次。
旋转刀架手轮、丝杆,带动滑板移动,可作垂向手动进刀,其进给量,由每格0.05的刻度环计出。无需手动进给时,可以用回转盘右端面的销块,将滑板卡紧。刀架左、右旋转一定角度,可刨削有角度的工件,其旋转的角度值,由回转盘上的刻度和滑枕右侧的指示线确定。
滑枕燕尾导轨布置于横截面中部,设置在滑枕内的弧形筋条和导轨下面的纵向筋板,使其刚度高,热变形小,机床精度稳定。
3、工作台和横梁
工作台为箱体构件,与溜板紧固连接,由上、下压板悬挂于横梁上。横梁前面沿横向上,下设置的矩形和V型导轨,通过进刀机构,工作台在横梁导轨上可作横向左右进给和快速移动。为安装机用平口钳、工装卡具和装卡工件,工作台上平面设计有三条T型槽,槽距为120mm,左右两侧面分别设有 两排M16螺母。
4、进刀箱
进刀箱安装于横梁右端,外设快速移动电动机、方向手柄、进给量调整手轮及其锁紧手柄和送进油缸与主轴油路连接的一对液压胶管;箱内设进给油缸、齿条、超越离合器、涡轮副及变速、换向齿轮等。
牛头刨床常见故障及排除方法:
刨床操作与保养注意事项:
1、清洗油池、注油试车后重调C阀,在刨床使用过程中保持油池清洁。
2、启动刨床电动机和油泵,必须事前检查电气线路和接地线路是否良好,有无漏电,损坏情况。然后再检查各种手柄、手轮和 捏手,符合要求后方可启动。
3、启动滑枕时,事先应转动变级手轮,必须使之准确到位,否则不得任意开车。
4、刨床正式工作前,应启动滑枕在I级工作速度下空运转3-5分钟,以观察电动机、油泵运转及其噪音声和滑枕运行及其导轨润滑是否正常,并按润滑标牌所示,对其余各润滑点浇注润滑油。
5、转换滑枕各级速度时,必须令滑枕停车后才能进行。变级手轮操作,需迅速和准确到位,切忌在两级的中间位置停滞。
6、 压力表开关捏手,除调试观察示压时需要转动外,在刨床运行中,应始终处于关闭状态,不得无故开用,以免损坏压力表。
7、停用自动抬刀时间超过四小时以上,再启用时,需先拧松接头螺母并启动滑枕往复运行数次,排除油管中的气体,以保证抬刀动作正常。
8、 必须限制滑枕的行程长度不得少于150mm,否者,会因滑枕换向频繁,使送到阀大端油管震动频率过高,加速其疲劳损坏。因此,加工短小工件时,应采用多件组合装卡加工的方法,充分发挥刨床的有效行程,以提高生产效率。
9、垂向快移或进给移动横梁和工作台时,均需要先松开左右短压板螺母和前支架上的连个紧固螺母。其垂向移动距离不得超越标牌所示的上、下位置极限。
10、刀架回转一定 角度使用时,必须注意调整前、后挡铁位置,使滑枕行程尽可能处在前端位置,并严格限制行程长度,不超过1100mm,以免刀架撞击床身导轨。
11、刨床超负荷使用时,除滑枕I级工作速度由最大工作压力保护外,其余各级速度应严格限制其工作压力,不得超过。
12、刨床工作结束后,令滑枕停车至床身中间位置,其余操作手表,手轮等均须按操作保养事项要求的状态,然后按下总停开关,令主电动机和油泵停止运转,随即应关闭工作灯和左旋电气箱旋钮,切断刨床电源,并对刨床清扫擦拭干净。
刨床如停用三天以上,对刨床的和附件的裸露加工面需涂上薄油,整机罩上布罩,以防锈防尘,并清理、保管好全部附件和工具。
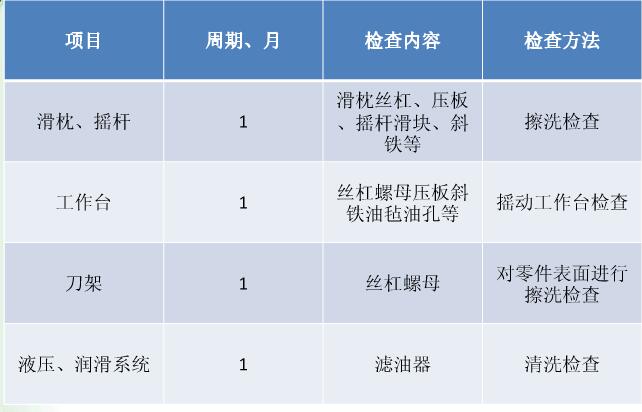
BY6090液压牛头刨床定期检查内容: