牛头刨床生产厂家把刨床的保养分为一级保养二级保养,现在针对BC6066机械牛头刨床介绍一下刨床的保养细则。
BC6066机械牛头刨床一级保养:
刨床运行600小时时进行一次保养,以操作工作为主,维修工人配合进行。首先切断电源,然后进行维修工作。
一、外保养
1、擦洗机床外表面,要求无黄袍,无油污。
2、配齐螺钉、螺母、手柄、手球,标牌。
3、 清洗附件
二、传动保养
1、清洗滑枕、丝杆、伞齿轮
2、检查齿轮、拨叉滑块、定位螺钉。
3、清扫机床内腔。
4、检查、调整传动皮带松紧。
三、刀架保养:清洗刀架,丝杠,刹铁与导轨间隙
四、横梁保养:清洗工作台、横梁导轨及丝杆螺母、伞齿轮。
五、工作台保养:修光工作台毛刺。
六、液压润滑保养
1、清洗、配齐油杯、油毡、油线。滤油器,加注润滑油,无泄漏。
2、系统完整,油路畅通。
3、检查压力表,调整油压(液压牛头刨)
七、电器保养
1、擦拭电动机,电器箱。
2、 检查、紧固接零装置。
BC6063牛头刨床二级保养:
刨床运行5000小时进行二级保养,以操作工作为主,维修工人配合进行。除执行一级保养内容及要求外,要做好下列工作,并测绘易损件,提出备品配件。首先切断电源,然后进行保养工作。
一、传动保养
1、检查导轨、压板、修光毛刺。
2、检查齿轮、丝杆、棘轮、轴、轴承、内腔大齿轮的磨损情况,调整摇杆滑块间隙。
3、修复或更换严重磨损零件。
二、刀架保养:检查调整伞齿轮、丝杆与螺母。刹铁与导轨间隙。
三、横梁保养:修复或更换严重磨损零件。
四、工作台保养:修光工作台毛刺。
五、液压润滑保养:
1、清洗油泵、油池。
2、更换油封。
3、修复或更换损坏零件。
六、电器保养
1、清洗电动机,更换润滑脂。
2、修复或更换损坏的元件。
3、电器符合设备完好标准
七、精度保养
1、校正机床水平,检查,调整、修复精度。
2、精度符合设备完好标准要求。
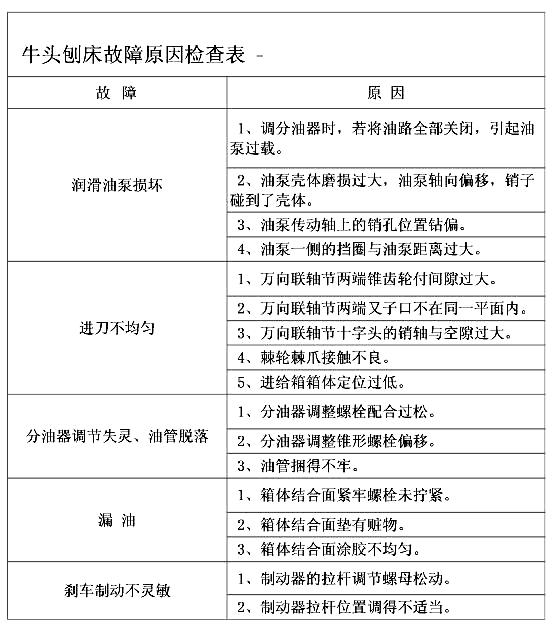
在牛头刨床批量刨削过程中,当刀具磨损达到一定程度时,就会出现崩刃、卷刃(塑变)或破损等现象,即刀具丧失了其加工功能,可以明显地发现刨削力加大,刨削温度上升,切屑颜色改变,甚至产生振动。刀具的磨损和耐用度关系到刨削加工的效率、质量和成本,刀具虽然坚硬,可随着使用时间的推迟,刀具也会有一定的磨损,无法保证零件的加工质量,我们针对这一问题,简单的介绍一下什么原因造成牛头刨床刀具磨损的呢?
1、氧化磨损
刨削温度超过700度后,空气中的氧会与硬质合金中的化学元素发生化学反应,在牛头刨床刀具表面形成疏松而脆弱的氧化物。当这些氧化物被机械作用擦去后,在刀具表面留下凹坑。通常硬质合金刀具在较高的刨削速度、较大的刨削深度及进给量刨削钢材时,副后面容易发生气化磨损。
2、相变磨损
由于刨削温度的升高,牛头刨床刀具材料的金相组织转变,致使硬度和耐麻性下降造成的刀具磨损。高速钢刀具的相变温度为550℃~600℃,因此,相变磨损是造成高速钢刀具急剧磨损的主要原因。
3、黏结磨损
黏结磨损也称为冷焊磨损。牛头刨床刨削时,切屑与前刀面,工件与后刀面在较大的压力下和适当的刨削温度作用下,会产生分子材料之前的吸附作用,使刀具表面局部强度较低的微粒被切屑或工作带走所造成的刀具磨损。黏结磨损程度主要取决于刀具材料和工件材料的相互黏结性、刨削温度和刨削力。如YT类硬质合金刀片刨削钢料的黏结温度高,因此不易发生黏结磨损,而高速钢则容易发生黏结磨损。但通过控制刀制刨削温度、改善刀具表面粗糙度和润滑条件则可减轻黏结磨损。
4、硬质点磨损
牛头刨床工件材料中存在的由碳化物、氮化物、氧化物等所产生的硬质点以及积屑瘤的碎片等都具有很高的硬度,刨削过程中这些硬质点将在刀具表面上划出沟痕,而导致刀具磨损。以不同的刨削速度进行刨削的刀具,都会出现不同程度的硬质点磨损,但对低速刀具如拉刀、丝推板牙来说,这是刀具磨损的主要原因。
5、冷焊磨损
(1)牛头刨床刨削时,切屑、工件与前、后刀面之间,存在很大的压力和强烈的摩擦,因而它们之间会发生冷焊。由于摩擦面之间有相对的运动,冷焊结将产生破裂被一方带走,从而造成冷焊磨损。
(2)一般来说,工件材料或切屑的硬度较刀具材料的硬度低,冷焊结的破裂往往发生在工件或切屑这方。但由于交变能力、接触疲劳、热应力以及刀具表层结构缺陷等原因,冷焊结的破裂也可能发生在刀具这一方,刀具材料的颗粒被切屑或工件带走,从而造成牛头刨床刀具磨损。
(3)冷焊磨损一般在中等偏低的刨削速度下比较严重。研究表明:脆性金属比塑性金属的抗冷焊能力强;相同的金属或晶格类型、晶格间距、电子密度、电化学性质相近的金属冷焊倾向小;金属化合物比单相固熔体冷焊倾向小;化学元素周期表中B族元素比铁的冷焊倾向小。
(4)在牛头刨床高速钢刀具的正常工作速度和硬质合金刀具偏低的工作速度下,正能满足产生冷焊的条件,故此时冷焊磨损所占的比重较大。提高刨削速度后,硬质合金刀具冷焊磨损减轻。
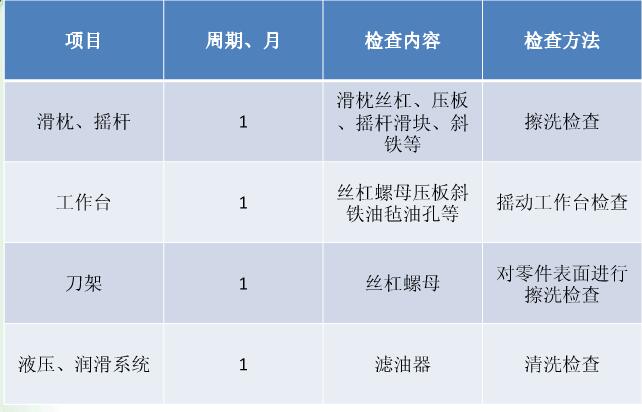
每一台使用一段时间后都要做定期检查,刨床检查的主要部位有滑枕、摇杆、工作台、刀架、针对液压牛头刨床还要检查它的液压润滑系统等。
一下是刨床定期检查项目表,以作参考: